
FAQ
This is an interesting question. Because depending on how you view the problem, you’ll come up with extremely different answers.
Normally, if you ask a physicists how big as a photon, they will tell you the wavelength of light. Say 550 nm for yellow light. This is more than a thousand times bigger that the typical atom.
the size of a photon is not the question, it is about the size of the wave amplitude and the wave lenght.
So when light passes through glass, it is bent and slowed down by the index of refraction. The best way is to think about a one directional light beam, only the light beam is in fact a moving sinus wave composed by a electrical front and a magnetical front,plane sinus wave at 90 degrees traveling true space at light speed being 300000 km/s. Fact !
Instead what happens is the light wave entangles with the atoms. The average interaction time for slows down the wave. Not much different how you will slow
Light never travels exactly in a straight line. There are several effects that can prevent light from traveling along a straight line. However, most of these effects can be avoided. There are two effects that can never be avoided and therefore will always prevent light from traveling exactly in a straight line. These two effects are diffraction and spacetime curvature.
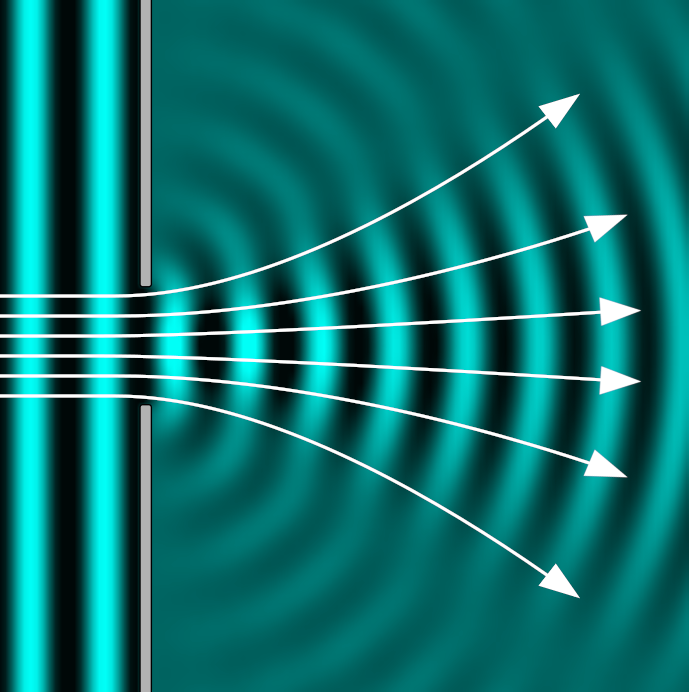
Diffraction causes a beam of light to spread out as it travels, which means that different parts of the light are traveling along different curved paths. This is a physically-accurate simulation. Public Domain Image, source: Christopher S. Baird.
{kind=link}
Diffraction involves the natural tendency of light to spread out as it travels. As a beam of light travels, the different parts of the beam naturally bend away from the exactly-forward direction, as shown in the figure on the right. The parts of the light beam that are to the left of the beam's center bend leftward as they travel. The parts of the light beam that are to the right of the beam's center bend rightward as they travel. This causes the overall beam to spread out.
You could make an argument that the one part of the light beam at the exact center of the beam travels in a straight line (assuming that the beam is symmetric). Therefore, you could say that at least some of the light is traveling along a straight line. However, this statement is not as meaningful as it sounds. Light is a quantized wave and therefore must be extended across many points in space while traveling. If you refer solely to the exact center of the beam, you are not really talking about light anymore. All light waves that are physically real experience diffraction. Even a pencil-thin laser beam spreads out as it travels (which you can confirm yourself if you look close enough).
Diffraction is what caused the spikes of light attached to the brightest stars in this image. Spacetime curvature/gravitational lensing is what caused many of the galaxies to be smeared out along arcs. Public Domain Image, source: NASA, ESA, CSA, and STScI.
{kind=link}
Diffraction is a complicated wave effect that causes more than just beam spreading. It also causes diffraction patterns and edge effects. The fact that light does not exactly travel along a straight line is what gives rise to diffraction artifacts in high-quality photographs and in human vision. For instance, a high-quality photograph of stars will show spikes attached to the stars.
Look at the photo on the right that was captured by the James Webb Space Telescope. Every spike of light attached to a star in this photo is a direct result of light not traveling in a straight line. Interestingly, this photo also demonstrates the fact that spacetime curvature forces light to travel along a curved path, which is what caused many of the galaxies in this image to be smeared along arcs. Diffraction can also lead to other imaging artifacts such as Airy disks and rings, as well as diffraction bokeh.
Light can experience a lot of beam spreading or a little bit, depending on the situation. In general, the wider the beam, the less it will spread out as it travels (and therefore the more closely it will be to traveling along a straight line). For instance, a beam of light that is formed by sending light through a large hole will diffract less than a beam of light of the same frequency that is formed by sending light through a small hole. Also, the higher the frequency of the light, the less it diffracts. To have exactly zero diffraction, you would have to have a beam that is infinitely wide. However, it is fundamentally impossible to fit an infinitely-wide beam into a finite observable universe. The closer that a light beam is to being an infinitely-wide plane wave, the less it will diffract.
Almost every physics course and textbook that teaches about light starts with plane waves. A plane wave is a light wave where the wavefronts are a series of a parallel, infinitely-wide, flat planes that have constant amplitude and phase along them. Interestingly, true plane waves indeed experience zero diffraction. This means that every part of a plane wave travels forward in a straight line. But there's a catch. Plane waves do not actually exist in the real world. A true plane with zero diffraction would require infinitely-wide wavefronts. This is not possible in a finite observable universe.
So why does almost every course and textbook that teaches about light start with plane waves? There are two reasons. First, a plane wave has the simplest mathematical expression out of all the different shapes that light can have. This makes it an ideal place to start so that students can begin learning the physics of light without being overwhelmed by the math. Secondly, many of the light beams that we encounter in everyday life can be approximated to be plane waves without losing too much accuracy. In addition to plane waves, light in the shape of a Bessel beam experiences zero diffraction. However, like plane waves, true Bessel beams are infinitely wide and cannot exist in the real world.
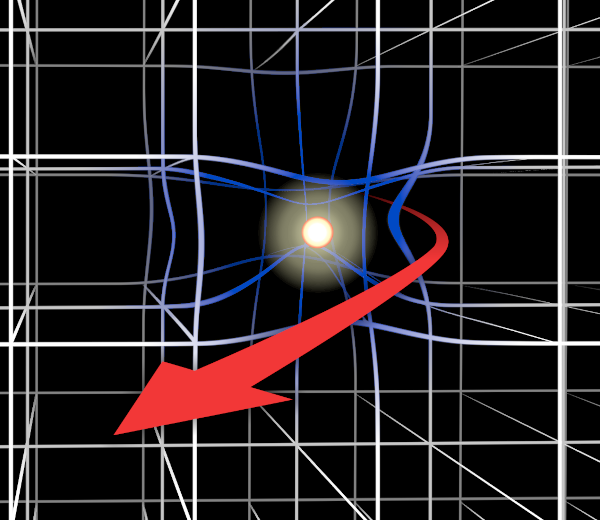
When light travels through warped spacetime, its path is bent. This effect is called gravitational lensing. Public Domain Image, source: Christopher S. Baird.
{kind=link}
The other effect that always prevents light from traveling exactly in a straight line is spacetime curvature. Space and time form one unified physical entity called spacetime. Interestingly, spacetime is not a background, fixed, absolute, flat framework. Rather, spacetime itself is a physical object that can be warped. This fact has been part of mainstream science for over a hundred years and has been verified experimentally countless times. All gravitational effects are ultimately caused by spacetime curvature. When objects move through warped spacetime, their trajectories curve as if they were experiencing a gravitational force.
For light that is traveling along an approximate straight line relative to its local spacetime, the warping of spacetime causes this straight line to become a curve. In other words, light traveling through warped spacetime travels along curved paths. This effect is called gravitational lensing. Interestingly, spacetime is always curved, everywhere in the universe. Spacetime curvature on the global scale is what holds people and objects on earth's surface. Spacetime curvature on the scale of the solar system is what holds the planets in orbit around the sun. Spacetime curvature on the galactic scale is what holds the various solar systems in orbit around the center of the galaxy. Spacetime curvature on scales above the galactic scale is what holds galaxies together to form galaxy groups, clusters, superclusters, and cosmic filaments.
You may have heard that on the cosmic scale, spacetime is flat. However, this is simply referring to the average spacetime curvature, where the average is done over all scales below the cosmic scale. Although the universe's spacetime is flat on average, spacetime at any particular point in the universe is curved. Therefore, light is bent away from straight-line motion by spacetime curvature everywhere in the universe. On human scales and smaller, the bending of light's path by spacetime curvature is extremely weak and undetectable. Therefore, on human scales and smaller, we can get away with pretending that spacetime curvature does not bend light.
As you see, diffraction and spacetime curvature always prevent light from traveling exactly in a straight line. In addition to these two effects, there are other effects that sometimes bend the path of light. For instance, in certain cases light will attach to a physical surface and ride along the curved surface. Also, any time that light travels through a spatially non-uniform medium, the non-uniformities will bend the path of the light. For instance, a layer of cold air above a layer of warm air bends light to form mirages. Also, any time that light travels from one medium into another medium, its path bends. For instance, a glass lens surrounded by air will bend the path of the light, such as used in eyeglasses. The bending of light by a spatially non-uniform medium or by the interface between two different media is called refraction. Refraction also includes birefringence effects, which arise from anisotropic material properties. Additionally, when light is trapped in a waveguide such as a fiber optic cable, the light is forced to travel along the curved path of the waveguide. Lastly, if you give a light beam a complicated shape so that it becomes self-accelerating structured light, the entire beam will bend to one side. Note that the term "self-accelerating" used here is referring to the type of acceleration associated with light traveling on a curved path, and not the type of acceleration associated with speeding up or slowing down. When traveling through vacuum, light cannot locally speed up or slow down. In summary, the following effects can prevent light from traveling in a straight line:
Effects that Prevent Light From Traveling in a Straight Line
- Diffraction (which is always present)
- Spacetime curvature (which is always present)
- Surface propagation
- Refraction by spatial non-uniformities
- Refraction at the interface between two different materials
- Waveguide propagation
- Self-accelerating structuring of light
Even though light never actually travels exactly in a straight line, in some situations light will travel along a path that is extremely close to being a straight line. To get light to travel along a path that is as close as possible to being a straight line, you would try as much as possible to remove the above effects. This means that you would make sure to: use light with a high frequency, use light with a large beam width, use light that is close to being a plane wave, send the light over small distances so that the effect of spacetime curvature is negligible, not let the light attach to a surface or cross the interface between materials, send the light through a uniform, isotropic medium, not send the light through a waveguide, and not give the light self-accelerating structure. If you do all of this, then the path that the light travels along with be extremely close to being a straight line. As restrictive as this all sounds, light traveling through air in everyday life is very close to meeting all of these criteria. Therefore, to a reasonable approximation, light traveling through air in everyday life travels along a straight line. Since much of the light that we encounter in everyday life is traveling short distances through uniform air, it can be very useful in everyday life to pretend that light travels along straight lines.
Aaron F · FollowPostdoctoral Fellow at Center for the Theory of Quantum Matter (2020–present)Updated Mar 25Does a photon instantaneously gain the speed of light or do they accelerate from 0?
A good question! The direct answer is simple: photons do not accelerate! The in-depth answer is kinda cool. Photons do exactly three things:
- They can be emitted by particles with charge or magnetic moments
- They can travel at exactly the speed of light
- They can be absorbed by particles with charge or magnetic moments
That’s it! There’s no acceleration.
This may seem weird, but this is how massless particles like photons behave. What it means for a photon to be “massless” is literally that it has no “rest energy.” Does this mean it’s energy is zero if it’s at rest? No! It means it can’t be at rest. In fact, it can only travel at the speed of light.
I should note that other waves are also massless, and propagate only at a constant speed determined by their medium. This applies to sound, e.g., whose quantum excitation is called a phonon, which travels at exactly the speed of sound. Massless particles are a bit weird, because our intuition generally applies to matter, which is made up of massive particles. For sound modes, the masslessness is perhaps more confusing, because they propagate in media comprising matter, and a phonon even relates to the collective motion of massive constituents. Despite this, the sound modes themselves are massless, in that they obey a massless dispersion E=pcE=pc, where c is the speed of the wave / mode. Likewise for water waves.
Photons, however are particularly strange because: (1) they propagate in the vacuum (i.e., without a medium made of matter); (2) they do not involve any collective motion of matter (instead, they are disturbances of electromagnetic fields); and (3) they are fundamental particles that are not themselves part of “matter.” Rather, they are the worker bees that carry electromagnetic information between massive particles .
In nuclear facilities, one of the primary challenges is managing radioactive contamination that accumulates on equipment, tools, and materials in contact with cooling liquids. To address this, the facility employs two main strategies:
1. Reducing Radiation at the Source
This strategy focuses on lowering radiation levels by addressing the contaminated surfaces, tools, and equipment. Radioactive contaminants typically concentrate on the surface of materials, such as metals, because these contaminants tend to remain at the surface rather than penetrating deeply. By removing or reducing surface contamination, the overall radiation exposure can be significantly lowered, minimizing risks to workers and the environment.
2. Chemical Stripping and Solidification
Chemical stripping is a commonly used method to remove surface contaminants. However, this approach has a significant drawback: the contaminants are dissolved into a liquid form, which must then be carefully managed and disposed of. One method to handle this liquid waste is mixing it with concrete, which solidifies the liquid, making it easier to dispose of. However, this process still involves challenges, such as the safe handling of the contaminated liquid and its eventual disposal.
Laser Cleaning as an Alternative
Laser cleaning presents an innovative alternative to chemical stripping, offering several important advantages for decontaminating surfaces:
Contactless Removal: Unlike chemical methods, laser cleaning is a non-contact process. This is crucial because it eliminates the need for direct interaction with the contaminated surface, thereby reducing the risk of generating secondary waste or exposing workers to radiation during the cleaning process.
Minimized Airborne Contaminants: When using lasers to remove surface oxides and contaminants, the amount of waste that becomes airborne is minimized. This is important because it further reduces the potential for radiation spread in the air, making the process safer for workers and more environmentally friendly.
Surface-Only Impact: Since radioactive contaminants are typically concentrated at the surface of materials, laser cleaning can effectively target and remove them without affecting the underlying material. This not only reduces radiation exposure but may also render the material safe for reuse or recycling, provided the radiation level is reduced to acceptable thresholds.
P-laser has developed specialized pulsed laser beam profiles designed to optimize the removal rate of surface oxides, particularly for applications in nuclear facilities where contamination is concentrated on the surfaces of materials, such as pump components. In these cases, the contamination typically resides within the first few micrometers of the base material.
To effectively reduce radioactive contamination in these situations, it may be necessary to remove not just the surface oxide layer but also a small amount of the base material beneath it. This ensures that the radioactive contaminants are fully removed or sufficiently reduced to safe levels. To achieve this, P-laser's laser systems utilize a more aggressive beam profile designed for deeper penetration into the material. These laser beams are optimized to remove a thin layer of the base material while maintaining precision and control, thus addressing the contamination effectively.
Key Points About P-Laser’s Aggressive Beam Profiles:
Tailored Pulse Profiles: P-laser's pulsed laser technology uses tailored beam profiles that allow for high energy density delivery in a controlled manner. This is especially useful when dealing with thin, contaminated surface layers that need to be removed without causing unnecessary damage to the underlying material.
Targeting Surface Contamination: In nuclear facilities, contaminants like radioactive isotopes are often concentrated on the surface layer. By using more aggressive laser pulses, the system can precisely target and remove the contaminated surface layer without disturbing the integrity of the deeper material, such as pump components.
Material Removal: For components like pumps, where the contamination resides in the first micrometers, laser cleaning needs to remove a small amount of the base material, often just a few micrometers. This ensures the radioactive contaminants are completely eliminated or reduced to acceptable levels. The aggressive beam profile helps in removing this material efficiently.
Maintaining Precision: Despite the higher aggressiveness of the beam, the laser system still allows for precision, ensuring that only the contaminated surface layer is removed. This minimizes the loss of material, preserving the structural integrity of the component.
- Inline sensor technology (patent): by measuring the reflected light at the surface where the infrared laser beams hits we can control the cleaning inline in an automated modus. This allows you to control the cleaning efficiency over spectral analysis.
By incorporating these specialized pulsed laser beam profiles, P-laser’s technology provides a highly effective method for decontaminating surfaces, particularly when deeper material removal is required. This approach optimizes the balance between effectively removing radioactive contamination and preserving the underlying material, making it a powerful tool for nuclear facilities operating under the ALARA (As Low As Reasonably Achievable) principle.
Laser cleaning works by delivering short, powerful bursts of energy to a surface. Different types of dirt, paint, or rust need different energy levels to be removed effectively. Darker colors absorb more energy, while lighter ones reflect it. Stronger coatings or tough materials, like aviation paint or hardened oxides, require more powerful pulses. The key is finding the right balance between pulse energy, speed, and focus—too much energy can damage the surface, too little won’t clean it. Shorter pulses also reduce heat, making the process safer for delicate surfaces.
To determine the right settings for your application, P-Laser offers a feasibility test that helps identify the most effective and safe laser cleaning parameters for your material or surface.
Lasers have become an essential technology in space, with applications ranging from defensive systems like intercepting missiles to ignition for fuel and even propelling spacecraft using light sails. By placing a laser in space and directing it toward a surface or light sail on a spacecraft, we can create a propulsion force through photon pressure. In the vacuum of space, where there’s no atmospheric drag or resistance, this photon pressure can steadily push the spacecraft forward, creating a fuel-free propulsion system.
The concept of laser-propelled space travel is both efficient and sustainable. As long as the laser beam maintains its focus on the sail, the spacecraft will continue to accelerate. This form of propulsion has the potential to revolutionize space exploration, enabling long-duration missions and travel to distant regions of the solar system and beyond without relying on traditional fuel sources.
The basic laser has to be powered with electricity from solar panels mounted on the space station. Some additional conventional control steering/braking rockets should be needed onboard the space-sail-ship to correct your course heading and to decelerate at the arrival orbital- mars-space station. Also the base laser station has to balance the reaction forces of the photon stream with conventional rockets.
Yes, our lasers offer a powerful, sustainable alternative to traditional energy-intensive processes. With high precision and low environmental impact, they can drive industries toward reduced carbon emissions and enhance efficiency across various sectors. The versatility of pulsed lasers represents a step forward in aligning cutting-edge technology with the global push for sustainability. P-laser can help you to achieve this goal, with our world wide partner network we are at the front in every country to bring industrial innovations.
A modulated continuous-wave (CW) laser emits a constant beam that is electronically switched on and off. A true pulsed laser delivers short, high-intensity bursts of energy. In laser cleaning, pulsed lasers are generally safer for the base material because they concentrate energy in brief pulses, reducing heat buildup and the risk of damage. CW lasers, by contrast, can overheat and harm the surface if not carefully managed.
We have the impression laser cleaning and welding devices are becomming a Chinese mass export product towards the EU and USA.
Due to the visual video attraction and the magic laser technology, the Chinese producer are mass producing a specific laser type called the CW laser or continious wave laser. Seen the fact lasers in general are pure high tech very expensive products it is extreme attractive for them to produce this laser type at a fraction off the normal price, let be clear at dumping prices to flood the market. Like the EV market they use a cheap iron- phosfate based battery of a lower quality to conquer the Western markets by mass production. In the case of out laser topic we see some public danger.
By flooding Youtube channels with cheap devices they create a new home consumer market .Websites like Shein, Temu and Alibaba are selling these devices as 3 in 1 package, being a laser welding -, cutting- and cleaning laser.T he Chinees devices are stamped with CE stickkers and should be at the same safety level as our Western counter parts. Opening these devices is a CE-culture-shock. The electric cabling is poor, no safety relais inside. The emergency button is in the same 220 volt circuit as the main switch.The manual, if present, is the same for welding, cleaning or cutting. So yes there is a potential big danger for non professional users. Using the low cost CW infrared laser source at 2-3 KW output power is like handing over a machine gun / flame thrower to the every day consumer. The potential risk for eye and skin injuries are lethal present.
So yes this is dangerous and should be limited to professional use, who will directely face the CE problem, but public use should be banned.
Our aim at P-laser is to provide EU certified laser cleaning equipment to create a sustainable industrial process. We are strong against mass flooding public markets with cheap products which cannot be recycled and are piling up in electronic scrap yards.
If you want to clean a mould, two things are crucial: what type is your contaminant( organic, inorganic, or oxide), and what is the base material? You usually don't want to damage the surface or change the material properties. Laser cleaning is, in fact a balancing act between evaporating the contaminant and not changing the base material of your mold. Many Chinese suppliers don't know the difference and will offer you cutting or marking lasers. These so-called CW (continuous wave) lasers are mass-produced Chinese products with no aim of solving your mould problem. A pulsed laser system is needed to have complete thermal surface control without damage. You don't need 2000 watts to clean a mould. 100 watts can be enough with the right system. It becomes more difficult if you have a unique polished or chrome-coated surface. P- lasers build unique systems with the right laser source and optical components to preserve your mould. Trust our 35-year experience.
CO2 gas-tube lasers are well known for cutting machines in relation to steel and glass material. There exist also pulsed Co2 laser which are used for surface cleaning. High-speed polygon in combination with Co2 laser are used to strip military aircraft in the US.
But as an industrial cleaning tool it is a no go. Due to the dimensions and the gas medium as a laser beam generator, it is to bulky and complex. This 10x higher wave length number has some advantages in cleaning on the absorption side. This wavelength is absorbed by most organic contaminants at a higher level than the infra-red 1064 nm laser. This means every Watt unit of laser energy reaching the surface is transferring its light energy at a higher level than one unit of our 1064 nm type infra-red laser. Further, the <Co2 10.000 nm wavelength is not well absorbed by aluminium. So yes in well specific cases in has some advantages, but mainly, it is not used in industrial cleaning applications. Typical due to the high-energy laser beam this kind of light energy is guided over mirrors instead of a flexible fibre. This is the reason in every Co2-based application, the bulky laser source has to be in a very short distance from the surface.
The Infrared laser light around 1064 nm or 1 micrometre wave length lasers are conceived in the same material: yttrium-aluminium garnett (YAG) doped with a Neodium element. in the case of a fibre laser, the laser light is generated in the same material as the cristal rod solid-state laser. But then stops the comparison between fibre lasers and solid-state YAG lasers.
The classical YAG laser uses a solid lase cavity to generate the laser light bouncing between two mirrors. Due to the extreme positioning accuracy of the mirrors and the water cooling around the crystal, we get a complex, unstable laser source. Decades of development made this laser the preferred university study object. Industrial applications demand reliable laser sources without needing scientists around to keep the machine running.
With all respect to the enormous developments done in this field, it is not the most preferred laser source in the industrial world. Industrial applications are always demanding continuous improvement quality: cutting/welding thicker steel controlling the surface heat impact. This requires a better laser light quality. In short, the laser quality of your generated light beam is equal to the focability to the most minor laser spot on the surface. This is a problematic point for YAG lasers, seeing the laser cavity restrictions. Instead, the fibre laser can achieve a far higher light quality and stable quality in long production runs. Integrating YAG lasers demands extra controlling sensors to ensure a well-known calibrated laser beam before you start welding. This adds extra costs and process uncertainty in already complex welding processes. I would say a cleaning process is a bit less critical than most welding applications but it is clear the pulsed fibre laser is also, in this field the preferred tool.
The most significant advantage is they have no maintenance. The light is generated directly in one fibre and connected to the output fibre. You have no moving elements inside. This system is not sensitive to vibrations or temperature variations. Only a cooling is added to the system and will demand some maintenance.
In the case of the traditional YAG laser, you have yearly maintenance to keep the laser on a stable power output level. This demands the intervention of specialized laser technicians.
The nature of the traditional laser-build cavity causes this problem. In short, a laser beam is generated in a cristal rod surrounded by a critical cooling system. The stability of laser output depends on the cooling efficiency. Water cooling systems are never entirely stable and, by nature will influence the laser output. The crystal is fixed on a super stable platform, but every nanometer of material deformation influences the laser performance again. if you get the beam out of the laser cavity, you must direct it into a 200 µ-meter fibre. This is nearly a NASA moon landing operation. Every vibration and thermal material deviation will result in less power output. In welding and cleaning processes, a +/-3% stable output is crucial for your process. This is the main reason why fibre lasers are used in all automotive high-quality laser processes. They are the preferred tools because of their stability, low maintenance, and low energy use. A further significant difference between a fibre laser and a traditional YAG laser is the pulse duration problem. A fibre laser will generate the same pulse duration for the complete frequency range. The YAG laser will generate its own crystal material- pulse duration and will have a puls-duration variation in function of the frequency you demand. This is an extreme limitation regarding process flexibility. This means you cannot change the frequency without changing the plus duration, which is directly affecting the surface result.
The frequency of the pulses, together with the spot size, will give the maximum cleaning speed. With the puls-overlap plus energy, this is your process's main tuning point. But if the plus duration changes along the frequency, you get different heat effects on your substrate. Your process setting possibilities are limited with the YAG laser. A YAG laser finds its origin as a university development but needs a long way to be industrial reliable.
We find only YAG solid-state crystal manufacturers like Trump and Cleanlaser.
Yes, our systems are designed with high wall-plug efficiency in mind. This refers to how effectively electrical power from the outlet is converted into usable laser light. Our pulsed fiber lasers typically achieve much higher efficiency compared to older laser technologies, meaning less energy is wasted as heat. This not only reduces power consumption but also lowers cooling requirements, making P-Laser systems both energy-efficient and environmentally friendly.
Yes, it is possible to pass transparent materials like water and glass. The laser will lose a bit of the power by absorption and efficiency losses due to reflection of the surface depending on surface quality.
Yes, direct exposure to the laser beam can cause serious injuries, especially to the eyes and skin. P-Laser systems emit high-intensity laser radiation that can burn skin or cause permanent eye damage if safety procedures are not followed. To ensure safe operation, always wear certified laser safety goggles and use appropriate personal protective equipment (PPE), such as gloves and protective clothing. Only trained personnel should operate the system, and all safety protocols must be strictly observed.
Lasers are costly tools and are often 2-4 times more expensive than traditional processes like sandblasting dry ice and chemicals. However, the operational costs are only 1/10 of the traditional techniques.
A chemical process is very cheap to start but has high operational costs and unacceptable human risks today when an accident occurs. Blasting processes have a high blasting material, energy - and maintenance cost. The dry ice process is probably the most costly around. First, we need compressed air to produce dry ice with a high carbon footprint. We know dry ice is promoted as a renewable stream from other processes, but finally, it is fake news. It is a waste stream product, creating afterwards more carbon dioxide. So yes, laser cleaning is the ultimate integration process in a brand-new process line. Unfortunately, in 90% of the cases, we want to replace a multi-functional traditional process. Do we have a chance? Absolutely, if you need a low-cost production on demand. . Only top efficient production organisations can capitalize massively by investing and adapting their processes. They will take the lead in their segment. Integrating lasers will eliminate unclear quality problems because now you have a controllable process, not adding extra production problems.
Fibre lasers have built-in security devices to avoid this kind of error. After a fibre cut, the laser source will be cut off in micro-seconds. If the light should come out, it will be very fast divergent and lose all density to provoke danger.
We often encounter this question to replace an existing sandblasting activity. In 80% of the cases, we cannot! Why? A traditional free manual blasting cabinet can handle multi-span-off part dimensions without problems. The mobile laser can also clean many parts but cannot be compared to laser cleaning. The 2,5 m2/hr speed of stripping a paint layer PU 300 µm is too slow compared with a sandblaster at 6-8 m2/hr. The sandblaster is outrunning the laser cleaning system in most cases. If you have dedicated requirements, the laser cleaning can crawl back into the game. You have a single part to be treated in an automated process, and you get everything you want. You can get the same result on every part, you can have an inline quality tracing system, your process can run on start/stop intervals, and you get the smallest carbon footprint on energy level and lowest waste stream.
So yes, laser cleaning will pay itself back numerous times compared to sandblasting in this case. This is the most challenging point for traditional industry to cope with. Integrating laser cleaning demands apparent choices in your process thinking. But in today's industrial world, new big constraints are product quality and slim energy-based processes with low environmental impact.
Today on YouTube, we see a lot of companies presenting their laser magic by derusting a surface that looks new. Even the most Chinese-offered lasers are non-pulsed low-cost lasers with high power outputs. So what is the catch here? First, you need to know that many different types of rust exist. We have superficial and deep pitting rust where the base material is affected. The Chinese laser companies ignore the differences and sell you a low-cost CW laser heat torch. They even have scientific university studies to explain the good derusting possibilities with a continuous laser called CW. The CW laser is the most accessible laser you can produce in the laser world. The Chinese dominate the CW market with cutting and marking lasers of this type and try to sell you this type as a magic cleaning system. Due to the fact the derusting is based on a shrinking or dilatation effect, in short, the breaking off the oxide particle from the surface by temperature difference of between surface and particle, you need a shock effect to clean it. So, only pulsed lasers can be more efficient. The CW laser is a heating device that turns the red rust particles into the black rust-oxide variant. If you need to paint your surface, this is not a good surface preparation. Pitting rust is also tricky for a pulsed laser because the rust particle has adherence on the surface. If you clean it the surface will look dark grey, but below, there is still rust.
In general, we can say the solid state Nd YAG laser source is an older type of laser still used, but it has far more maintenance issues than a modern fibre laser. In contrast to the YAG laser, where the laser light is produced in an Nd crystal rod with two mirrors at each end, the light in a fibre laser is conceived into a fibre directly and guided in one way to the output fibre. Everything stays in the fibre, resulting in a very high wall plug efficiency, unlike the YAG laser, where you have critical cristal cavity cooling. Further, you need to couple the outcoming laser beam into a fibre. You can imagine the sensitivity of injecting a 100-micrometre laser spot into a 400-micrometre diameter fibre. A lot can go wrong with changing environment as those lasers are vibration sensitive. A YAG laser will produce a flatter laser beam, making this laser soft and non-aggressive on most surfaces. The fibre laser produces a more Gaussian type of laser energy distribution beam. This higher beam quality can be tuned down with suitable optics to get a flat beam type. If you consider that pulse duration is always constant with a fibre laser over different frequency settings and not with a YAG laser, your choice must be a fibre laser. Also, the dimensions of a YAG laser are far bigger because of the cooling you need and bulky electronic frequency generators. The future is clearly with the fibre lasers because of the higher efficiency and no maintenance aspects of the source itself.
Yes, the fibre length is limited by the amount of energy you can guide true a glass fibre. You have high-energy lasers and low energy density lasers. A low-density laser can have up to 100 m fibre. We produced a 2000 watt system with 100m fibre in 2021. You cannot avoid a quality change of your laser light after passing true 100 m of fibre. The power loss is very marginal, but the laser beam has lost a bit of its light quality. This will be seen as you try to focus this light at the end of the fibre.
The low-power systems ( but those are high density) will have 5-8 m as an absolute maximum for the moment.
In most systems, we use fixed pulse length. Depending on the fibre length and light quality we are limited in sending a certain amount of energy through an optical fibre. If we have a pulse of 1mj and 100 nanoseconds long, then we are sending 10 Kw through the fibre. A fibre can withstand a certain amount of energy and can behave non-linear if pushed to the limit. Therefore we could say the pulse duration is an important factor to consider on the engineering side. For the cleaning process, we can conclude: the shorter the puls length or duration the higher the energy shock on the surface and the less the thermal influence will be on the surface. Oxides are not so sensitive to shorter pulse lengths but we prefer the non-re-oxidation effect of the shorter duration. For paints or organics, a longer pulslenght is more efficient to overcome the thermal isolation topic. if to short, the energy is not enough transferred to the paint layer. Only for special applications do we need to consider the pulslenght as an important factor. Seen the fact the pulse duration has some big influence on fibre and optics and there overload risks it is better to have a fixed pulse duration instead of a variable one which could lead to errors.
Mostly we can clean metals and non-metals, also, organic and inorganic ( stones) can be cleaned to a certain degree. To have a good cleaning result, we need an as dark as possible contamination and highly reflective light-coloured substrate to avoid damage. Black smoke deposit on a sandstone is easy to clean. Yellow paint on sandstone is more difficult because this yellow colour is not absorbing well the laser radiation. Laser will remove nearly all oxides in a very big range of metals and non-metals. A shrinking-off effect on the surface removes oxides; the oxide layer has a different energy-heating speed or flux than the substrate. Oxides also absorb more energy than the highly reflective aluminium surface. Example: You can remove ink on a white paper without burning the paper. Lasers are also used to remove hair or tattoos; this is based on the higher absorption of those black hairs and the darker-than-skin tattoo ink. The human skin is not absorbing very well the infrared laser light.
Many so-called Chinese CW laser models are on the market, claiming to be a cheap cleaning solution. Yes, the CW laser is a very cheap laser, but it can not be compared with the pulsed laser. Laser cleaning is a surface balance equation between heating and cooling down. The contamination present on the surface must be quickly heated without heating the surface and damaging it. This sensitive balance is only possible with pulsed lasers that will shoot very short ( 100 nanoseconds long) heat-energy- bullets to the surface. In time, the bullet size can be regulated over the software and optical lenses. Although we shoot 100,000 bullets a second (100Khz) with a specific energy value (millijoule), the surface can cool down between the laser bullets. This prevents the surface from overheating and provokes melting on the surface. Every material consists of atoms and electrons circling around, if energy is added to a material, the electrons start to vibrate more. Returning to the normal state is called electron relaxation time, measured in nanoseconds. A pulsed laser can make the electron vibrate but leaves enough relaxation time to bring the electron back in normal relaxation mode. Therefore, you need a pulsed laser to obtain a cleaning result that can be repeated. A continuous wave laser or CW shoots a constant amount of energy to the surface, which you cannot control manually. The bandwidth of useability is 1 against 1000 for a pulsed laser. A CW laser is used for cutting, welding, hardening or cladding. Even in the cutting and welding process, research is developing towards pulsed systems to have more control on the surface. The heat impact is not wanted because it creates oxides in the melt pool. With a CW laser, you create an unwanted overheating effect on your surface; sandblasting will be needed to paint a quality reference surface. CW lasers are mainly a Chinese marketing joke to mislead customers at low prices. They are not on the same quality level as the Western companies about production processes and final customer quality.
In the future, we will see shorter pulse lengths be used for cleaning. Scientific lasers with femto and pico second pulses already exist but are expensive. With a femtosecond pulse duration, the energy transition to the surface is so short that heat impact does not affect the material.
Prices in the different countries are the responsibility of our distributors. However, in general, P-Laser Low Power machines start from 60.000 euros.
To operate a cleaning laser, you need electricity: 0.4 kW (50W) to 7 kW (1000W). Furthermore, some cleaning lasers use compressed air. Lastly, there is a yearly fee for the P-Laser software, Cleansweep. The fibre laser is, in fact, maintenance-free. There are no moving parts inside and no micro-positioned mirrors inside the laser source, like a YAG laser. You don't have to shoot your 5 mm laser beam into a 25 µ-meter fibre ( human hair) to transport the laser light to your laser gun. The fibre laser resolves 90% of the problems with traditional YAG lasers sensitive to cooling and exterior temperature changes. No maintenance may be a heavy statement, but you must look at the lasers and optic chiller regularly. A YAG laser requires a minimum of 1 year of a full check by a highly trained specialist. The fibre lasers don't require any maintenance, only chiller filters, and your personnel must check your lens surface.
Air-cooled laser cleaning systems require minimal maintenance. The main tasks are keeping the protective lens and air filters clean. A dirty lens can reduce cleaning performance and may damage the optics, while clogged filters can affect cooling efficiency. Regular visual checks and careful cleaning help ensure reliable, long-term operation.
We recommend a yearly check-up of your system by P-Laser staff. We also offer a remote monitoring service, with which P-Laser staff can check alarms, temperatures, humidity etc. as a proactive tool.
P-Laser offers one day of training for every customer. The training includes a safety course and training on how to operate the laser and how to use the software.
To be able to suggest the right solution, we need some information on the application, such as:
- What is the application?
- Which industry are we talking about?
- Which cleaning method do you use at the moment?
- What is the contamination you want to remove?
- What is the thickness of the layer?
- What is the type of base material?
- What is the surface (in m² or in m²/hour) that has to be cleaned?
- Do you need an in-line application?
- How often do you need to clean the material?
We always need to test the result of laser cleaning on your material, as every application is different.
The speed with which a laser can clean a surface depends on the power of the laser, the software settings, and the variables mentioned above. For example, the removal of wax from a piece of aluminum takes 12m²/hour with a 500W machine; removing blue epoxy paint takes an hour for 2m² with a 100W machine, and removing decolorisation from a weld can be done at a speed of 8.6 m/min.
However, every application has to be tested to determine the best possible cleaning speed.
Generally speaking, automated applications and robots achieve the highest cleaning speed.
Laser cleaning is a safe and controlled process, but the laser radiation can be hazardous to the eyes. Always wear certified laser safety goggles when the machine is in operation to ensure proper protection.
P-Laser Low and Mid Power Machines work with 110-220V, High Power Lasers require 380-440V.
P-Laser systems function reliably within specific technical limits: temperatures between 0°C and 38°C, and humidity levels between 25% and 55%. Outside of these conditions, the system may not operate correctly. If the environment exceeds these thresholds, climate control solutions like air conditioning or dehumidifiers are necessary to ensure proper functionality and protect the equipment.
Yes, P-Laser machines can be seamlessly integrated with robotic systems. Our laser cleaning heads are compact, lightweight, and designed for automated applications. Whether it’s mounted on a robotic arm for precision cleaning or used in fully automated production lines, P-Laser technology supports flexible and efficient robotic integration for consistent, high-quality results.
Yes, several of our installations have been running 24/7 for years with minimal downtime. P-Laser systems are built for industrial environments and designed for long-term, continuous use. With proper maintenance and monitoring, our fiber laser systems deliver consistent performance and reliability, even under demanding operating conditions. This makes them a dependable solution for production lines and other high-throughput applications.
The laser beam can go up to 20cm wide (focal length 400mm). However, this is not the most important aspect of the laser beam. An essential element for our lasers is the CleanSweep software, which allows you to change the frequency, intensity, shape and size of the laser beam. The combination of these variables offers efficient configurations for different applications.
Yes, we can test laser cleaning on your material. After the test, we send you the test results, along with videos of the cleaning process.